+86-21-67681734
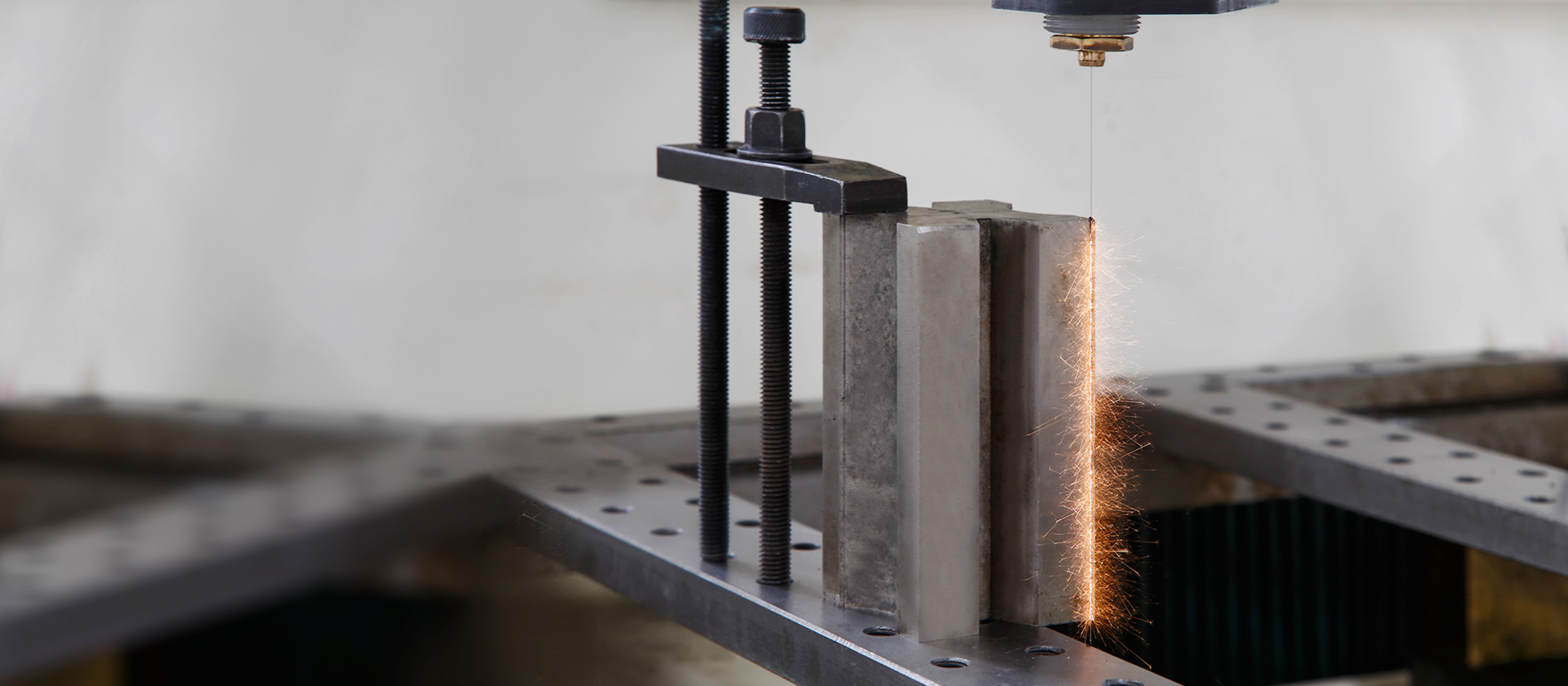
máquina de descarga eléctrica de control numérico es una máquina de procesamiento de alta precisión, aplicable a la producción y fabricación de varios moldes. Utiliza la descarga instantánea de chispa entre el electrodo de la herramienta y el electrodo de la pieza de trabajo para ablar el material de la superficie de la pieza de trabajo a alta temperatura.
bajo la conducción del mecanismo de alimentación, cuando el electrodo de la herramienta y la pieza de trabajo se acercan entre sí en el líquido de trabajo, el voltaje entre los electrodos rompe la brecha y produce la descarga de chispa, liberando una gran cantidad de calor. La capa superficial de la pieza de trabajo alcanza una temperatura muy alta (más de 10.000 °C) después de la absorción de calor, y el material local se erosiona debido a la fusión o incluso vaporización, formando un pequeño agujero. El sistema de filtración de circulación de fluidos de Trabajo obliga al líquido de trabajo limpio a pasar a través de la brecha entre el electrodo de la herramienta y la pieza de trabajo bajo cierta presión para eliminar el producto de corrosión eléctrica en el tiempo y filtrar el producto de corrosión eléctrica del líquido de trabajo.
rectángulo de ángulo agudo adopta el esquema de recorte cuadrado de fondo plano, elipse circular o multi - curva adopta el esquema de recorte circular de fondo plano. Durante el recorte lateral, el electrodo de la herramienta se mueve en un ángulo y se alimenta a la pieza de trabajo. En este momento, el electrodo de la herramienta se mueve desde el Centro hacia el exterior (dirección X y dirección y), de arriba a abajo (dirección z), y se controla automáticamente por CNC, es decir, la vinculación de tres ejes. Este tipo de movimiento es menos propenso a la deposición de carbono, elimina fácilmente los desechos y los gases de escape, y no causa arcos. Alta eficiencia de producción, rugosidad lateral e inferior uniforme. En comparación con el mecanizado de descarga eléctrica (EDM) con cabeza de traducción de un solo eje, la fuerza de trabajo se reduce.
NC EDM tiene una ventaja única en el mecanizado transversal del eje X de la matriz de ranura de Corte. La precisión de la matriz es alta y la productividad aumenta un 20% en comparación con el mecanizado del eje Z hacia abajo.
debe eliminar la corrosión introducida en el principio básico del mecanizado eléctrico a tiempo para lograr el equilibrio entre la producción y la eliminación, de lo contrario no puede funcionar normalmente y de manera estable, afectando la eficiencia del mecanizado. En general, el tiempo de elevación de la herramienta se basa en el tiempo de elevación de la herramienta software de corte automático CNC EDM herramienta, independientemente de si hay erosión en la cavidad. La elevación del cortador auto - adaptable significa que si la cantidad de erosión en la cavidad es menor que la cantidad eliminada y la descarga es estable, el cortador no se eleva. Si la cantidad de erosión en la cavidad es mayor que la cantidad eliminada, el equilibrio se rompe, y la herramienta se eleva automáticamente. Cuando la cantidad de equilibrio o eliminación es mayor que la producción, la herramienta de elevación se detiene para mejorar la eficiencia.
cuando se produce un arco o un falso cortocircuito en la cavidad de la fila, se genera una resistencia entre el electrodo y la pieza de trabajo y no se produce un cortocircuito ni un circuito abierto. La energía de la fuente de alimentación sigue liberando energía térmica en el electrodo y la pieza de trabajo, y la temperatura del electrodo de la herramienta es cada vez mayor. Incluso podría encender queroseno y causar un incendio. Por razones de Seguridad, esta máquina añade un control especial al circuito de control. Cuando se produce un arco o un falso cortocircuito, la fuente de alimentación de pulso se corta inmediatamente y el suministro de energía de la cavidad se detiene. La temperatura del electrodo no seguirá aumentando, reduciendo así el riesgo de incendio.
CNC System; La máquina herramienta EDM reduce la resistencia limitante de corriente del Circuito de baja tensión, es decir, reduce el calor generado por la resistencia limitante de corriente de casi 2 kW de la fuente de alimentación 50a, reduce el consumo de energía y ahorra más del 20% de energía en comparación con la fuente de alimentación similar. La fuente de alimentación de pulso universal de la máquina de descarga de control numérico para el mecanizado de la cavidad
es enviar una serie de pulsos a la brecha. Debido a las complejas condiciones en la brecha, la falla no ocurrirá & # 39; T ocurre en la fase inicial de cada pulso, pero después de un período de tiempo, el ancho de pulso efectivo de la chispa se estrecha y el pulso se estrecha casi un 30% al azar. Los pulsos inestables de ancho de pulso efectivo aumentarán el desgaste del electrodo de la herramienta. Esta máquina adopta el método de pulso de baja tensión después de la ruptura de alta tensión. La anchura del pulso es igual. La práctica muestra que el método de pulso reduce aún más la pérdida del electrodo de la herramienta, la rugosidad de la superficie mecanizada es uniforme, y la pérdida de la cara final del electrodo de la herramienta es casi cero.
máquina de descarga eléctrica de control numérico utiliza un electrodo para el mecanizado en bruto y el mecanizado de acabado, ahorrando el tiempo de fabricación y el costo de los dos electrodos, ahorrando los problemas causados por la corrección del electrodo de acabado y acortando el tiempo de fabricación del molde.
 TY_GET_STARTED
TY_GET_STARTED